
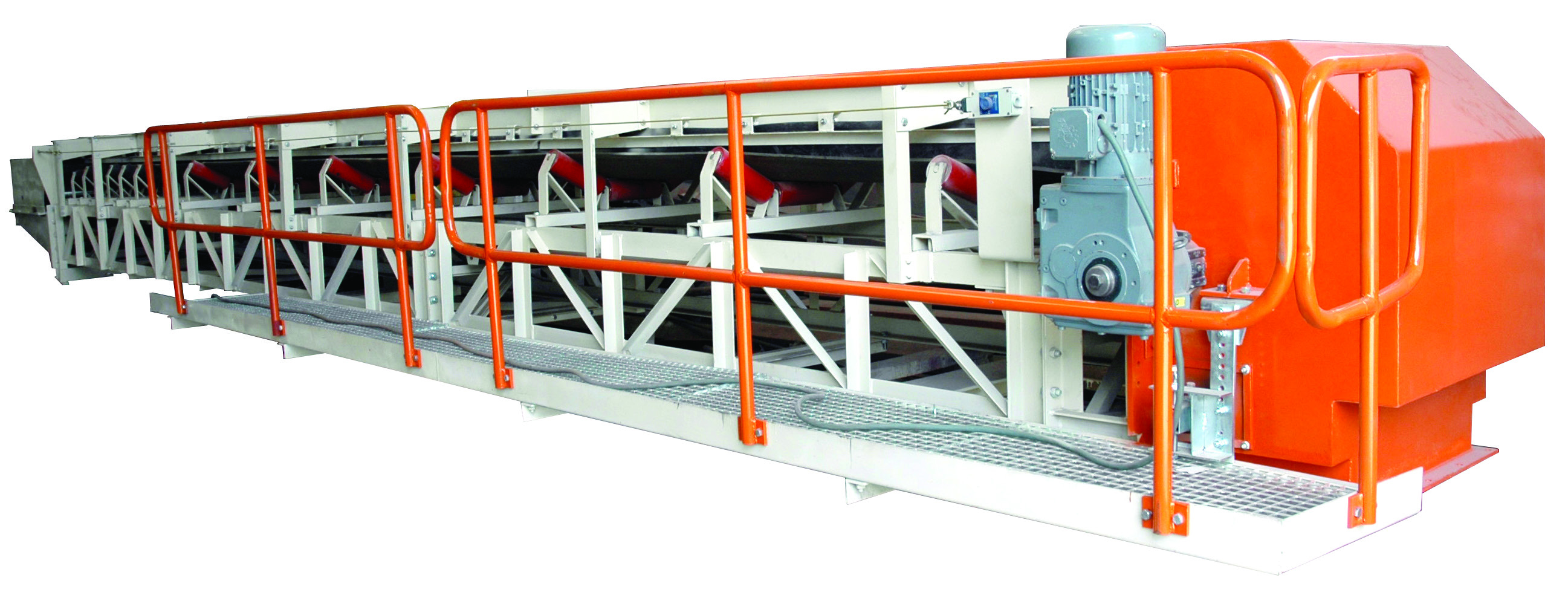
Belt Conveyor Installation

Main Advantages
Transportation capacity: Material can be transported continuously from low capacities to 10,000 m3/hour capacity.
Route adaptation: It has the feature of being able to easily and economically overcome possible obstacles by transporting in the shortest way between the loading and unloading area.
Storage feature: It can work in harmony with stacker and scraper systems in stokeholes.
Process control: Belt conveyors are suitable for necessary controls such as dosing, weighing, metal separation in terms of the process.
Route adaptation: It has the feature of being able to easily and economically overcome possible obstacles by transporting in the shortest way between the loading and unloading area.
Storage feature: It can work in harmony with stacker and scraper systems in stokeholes.
Process control: Belt conveyors are suitable for necessary controls such as dosing, weighing, metal separation in terms of the process.
Environmental Factor: Belt conveyors operate silently and do not cause environmental pollution in the transport area. However, they must be dedusted at the dumping points.
Safe Operation: Belt conveyors can be operated and maintained safely with a small number of personnel. Maximum safety can be provided with rope emergency stops along the line, speed guards on the tail drum, level measurement devices for blockages at the discharge point, and belt recording switches.
Energy cost: The transportation cost per ton of material carried on belt conveyors is much lower than high friction or pneumatic systems such as chain conveyors.
Maintenance Cost: Since the parts on the belt conveyor are small compared to its alternatives, maintenance is easy. The need for spare parts is very low in terms of variety and quantity, and they can be supplied cheaply and in a short time.
Belt conveyors can be flat or inclined depending on their place of use. They have different application areas according to their drive and tensioning devices.
{kind=link}

{kind=link}

{kind=link}